




Продукция







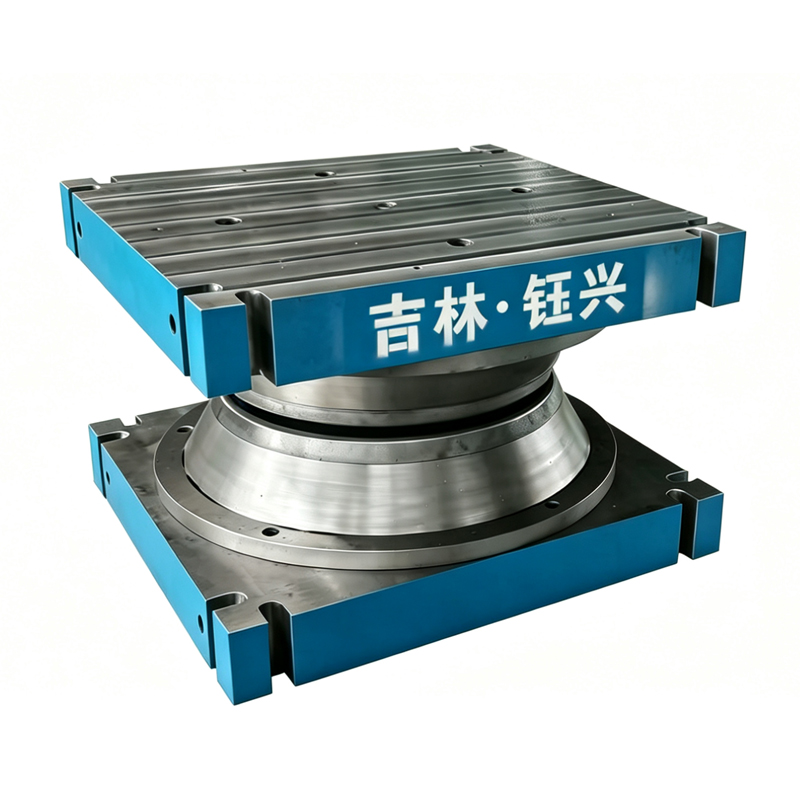






Машина для стыковой сварки
Машина для стыковой сварки оплавлением представляет собой высокоэффективное и надёжное оборудование для контактной сварки, принцип работы которого основан на «тепловыделении от сопротивления + осадке». При производстве колёсных ободьев данное оборудование является ключевым для сварки концов профиля в кольцо. Благодаря точному управлению всем процессом сварки с помощью ПЛК, оно является основным оборудованием для высококачественной сварки высокопрочных стальных колёсных ободьев.
Описание
маркер
Подробности о продукте
Машина для стыковой сварки оплавлением представляет собой высокоэффективное и надёжное оборудование для контактной сварки, принцип работы которого основан на «тепловыделении от сопротивления + осадке». При производстве колёсных ободьев данное оборудование является ключевым для сварки концов профиля в кольцо. Благодаря точному управлению всем процессом сварки с помощью ПЛК, оно является основным оборудованием для высококачественной сварки высокопрочных стальных колёсных ободьев.
Базовый технологический процесс стыковой сварки оплавлением состоит из трёх основных этапов:
Этап оплавления: торцы двух заготовок слегка соприкасаются, при этом подаётся низкое напряжение и сильный ток. Из-за чрезвычайно малой площади контакта плотность тока достигает огромных значений, мгновенно возникает высокотемпературная электрическая дуга. Металл нагревается, происходит «оплавление» с выбросом искр, и на торцах постепенно формируется равномерный слой расплавленного металла.
Этап осадки: после того как торцы нагреты до оптимальной температуры (близкой к температуре плавления), сварочная машина прикладывает значительное усилие в осевом направлении (усилие осадки), быстро сжимая два расплавленных торца вместе.
Кристаллизация и выдержка под давлением: под воздействием давления жидкий металл выдавливается, а чистые твёрдые металлы плотно соприкасаются. За счёт взаимной диффузии атомов образуется прочное сварное соединение. Затем давление сохраняется в течение короткого времени для предотвращения образования трещин.
связаться с нами
Сопутствующие популярные продукты

Гидравлический пресс
Четырёхколонный гидравлический пресс (также известный как масляный пресс) работает на основе закона Паскаля. Гидравлическая система передаёт давление, создаваемое силовым механизмом (масляный насос, электродвигатель), к исполнительному механизму (гидравлическому цилиндру), который приводит в движение ползун для осуществления обработки заготовки давлением.

Автоматический агрегат для обдирки, раскатки и торцевой обрезки сварного шва ободьев колёс
Автоматический агрегат для обдирки, раскатки и торцевой обрезки сварного шва ободьев колёс является ключевым комбинированным комплексом в производственной линии стальных колёс. Он объединяет три ключевые операции: обдирку, раскатку и торцевую обрезку. С помощью гидравлических систем и технологий автоматического управления агрегат эффективно и стабильно превращает сваренную заготовку в ободной цилиндр с точными размерами, закладывая прочную основу для последующих операций раздачи и формовки прокаткой.

Агрегат для обдирки, раскатки и торцевой обрезки сварного шва ободьев колёс
Агрегат для обдирки, раскатки и торцевой обрезки сварного шва ободьев колёс является специализированным комплектным оборудованием в производственной линии по изготовлению стальных ободьев колёс, располагается после операции стыковой сварки и перед операцией формовки прокаткой. Предназначена для обработки сварного шва заготовки обода после сварки. Оборудование состоит из трёх независимых агрегатов: обдирочного станка, раскаточного станка и станка для торцевой обрезки, а также может быть оснащено механизмом загрузки по требованию технологического процесса.

ЧПУ вертикальный токарный станок для обработки ободьев колёс
Данный станок представляет собой специализированный одностоечный токарный станок с вертикальной осью и числовым программным управлением, разработанный для обработки деталей типа ободьев, дисков колёс и ступиц в автомобильной промышленности. Станок имеет конструкцию с одним шпинделем, одной или двумя инструментальными стойками. Заготовка закрепляется вертикально, что обеспечивает высокоточную токарную обработку дисковых деталей, коротких валов и деталей со сложными криволинейными поверхностями.

Машина для правки торца и правки круглости
Машина для правки круглости предназначена специально для восстановления круглости ободьев колёс после сварки и прохождения обработки на агрегате обдирки, раскатки и торцевой обрезки сварного шва. Тепловая деформация, возникающая в процессе сварки, может привести к овальности или нерегулярной деформации обода. Машина для правки круглости возвращает обод к стандартной круглой форме с помощью интенсивного сжатия.

Машина для удаления грата
Машина для удаления грата сварного шва на ободьях колёс из фасонного проката — это специализированный станок, предназначенный для очистки грата и заусенцев, образующихся после сварки стальных ободьев колёс автомобилей (то есть стальной части колеса).

Машина для правки торца и пробивки отверстий
Машина для правки торца и пробивки вентильного отверстия стальных ободьев колёс представляет собой специализированный двухдействующий гидравлический пресс, предназначенный для операций правки плоской поверхности торца и пробивки вентильного отверстия на ободьях колёс для средне- и крупнотоннажных грузовых автомобилей с бескамерными шинами. Данное оборудование объединяет две операции в одном агрегате.

Направляющий ролик формовочной машины
Направляющий ролик предназначен для использования в качестве высокоэффективного направляющего узла, комплектующего различные типы профилегибочных машин, и широко применяется при формовке колёсных ободьев. В процессе работы оборудования направляющий ролик отвечает за точное перемещение заготовки по заданной траектории, обеспечивая стабильность размеров при формовке и высокое качество поверхности.

Штамп для вытяжки диска колеса
Данная пресс-форма специально разработана для операций глубокой вытяжки, отбортовки и калибровки дисков колёс. Благодаря многостадийной вытяжке плоская листовая заготовка преобразуется в заготовку диска со сложными рёбрами, монтажной площадкой под болтовые отверстия и центрирующими элементами. Конструкция пресс-формы сочетает в себе высокопрочную направляющую систему, устойчивость к внецентренным нагрузкам и износостойкость, обеспечивая точность контура и равномерность толщины стенки диска при крупносерийном производстве.
Машина для вальцевания ободьев колёс из фасонного проката
Машина для вальцевания ободьев колёс из фасонного проката предназначена для производства колёс для автомобилей, мотоциклов, сельскохозяйственной и строительной техники. Её задача заключается в том, чтобы длинномерный фасонный прокат, обычно предварительно профилированный под сложный контур обода, например форму посадочных полок борта и дна канавки, подвергнуть пластической деформации изгиба под давлением нескольких валков при нормальной температуре, в результате чего сформировать разомкнутую или замкнутую кольцевую заготовку обода.

Машина для формовки ободьев колёс прокаткой
Машина для формовки ободьев колёс прокаткой — это специализированное обрабатывающее оборудование для формовки стальных ободьев колёс, предназначенное для прокатки заготовок ободьев, прошедших предыдущие операции — вальцевание, стыковую сварку, раздачу и другие. Путём нескольких операций прокатки с помощью формовочных валков плоская заготовка обода постепенно превращается в готовый обод с определённым профилем канавки (например, глубокая канавка, плоское дно и т.п.).
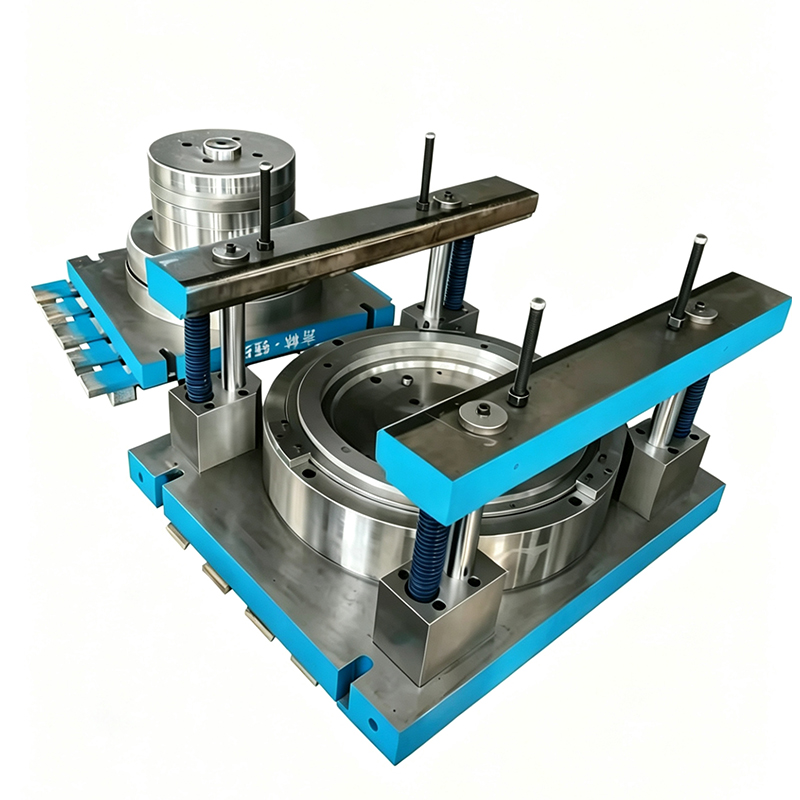
Сборочный штамп для запрессовки
Данная пресс-форма специально предназначена для операции сборки методом запрессовки обода и диска бескамерного стального колеса. В технологической цепочке «раздача раструба → роликовая формовка → калибровка раздачей → сборка запрессовкой» эта пресс-форма обеспечивает запрессовку предварительно обработанных обода и диска с натягом, гарантируя их точное позиционирование в осевом и радиальном направлениях и создавая стабильную базу для последующей сварки или клёпки.
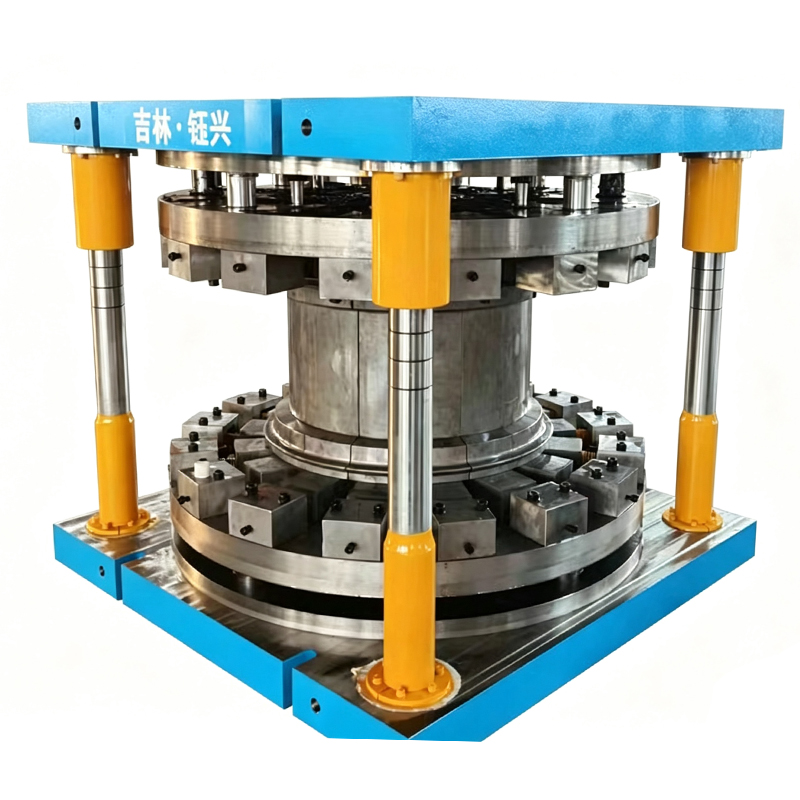
Штамп для расширения бескамерных ободьев
Данная пресс-форма специально предназначена для операций калибровки раздачей и правки стальных ободьев для бескамерных шин и является ключевым инструментом расширения в технологическом процессе «трёхвалковой раскатки и двухстадийной раздачи». В конструкции используется пирамидальный приводной механизм: осевое движение пирамиды заставляет сегменты раздачи одновременно радиально расширяться, обеспечивая точное прилегание заготовки обода после раскатки к рабочей полости пресс-формы, что позволяет выполнить окончательную калибровку, правку и стабилизацию размеров обода.

Формы для вальцовки сельскохозяйственной техники
Данная форма предназначена специально для процесса вальцевой формовки стальных ободов для бескамерных шин и является ключевым элементом технологической цепочки производства ободов, включающей этапы «раскручивания», «вальцевания» и «растяжения». Используя принцип формовки под действием верхнего и нижнего валков, за три (или более) прохода заготовка в форме цилиндра, полученная после сварки рулонов, постепенно формуется в бескамерный обод с точным профилем канавки, обода и требуемыми герметическими характеристиками.

Формовочный штамп для бескамерных ободьев
Данная пресс-форма специально предназначена для процесса формовки раскаткой стальных ободьев для бескамерных шин и является ключевым инструментом в технологической цепочке производства ободьев: «раздача раструба → формовка раскаткой → калибровка раздачей».

Штамп для ротационной вытяжки диска колеса
Данное изделие представляет собой комплект ключевых формообразующих узлов для ротационно-штамповочного станка, предназначенного для производства дисков колёс. В комплект входят оправка (верхняя и нижняя) и давильный ролик. Оправка служит базой для формообразования внутренней полости и опорным элементом при ротационной штамповке диска, а давильный ролик является вращающимся инструментом, создающим давление на заготовку.